海鲜市场现在价格美丽
附录2 SpiderV1.0 & V1.1 Pin Definition
大家好当你看到这篇文章,我想你一定是对一台叫做Voron的3D打印机产生了兴趣,或者你正在组 装一台属于你自己的Voron2.4打印机。的确,Voron是非常棒的全球开源3D打印机项目。无论从外观设 计、功能先进性到最终优秀的打印效果,都是创客手中不可多得的必备工具。
经过2个月时间的学习和准备,我的第一台Voron2.4也可以正常的工作,它打印出来的第一 个零件让我很是惊叹,同时也很欣慰。 Voron官方为每一个机型都准备了机械安装手册,但是很多爱好 者都卡壳在电控方面的安装和调试。为了能让大家少走弯路,我决定整理一份关于Voron2.4的电控教程,帮大家避避坑。能力有限,还望大家多多提出宝贵意见。
大家也可以访问VoronDesign的官方网站www.vorondesign.com或中文网站
www.cnvoron.com获取更多有关开源Voron打印机的相关信息。

重要的事当然是放在最前面说啦。在Voron2.4电子线路布线时,你会用到交流220V市电。在接触任 何带电的电线或端子之前,请务必拔掉打印机的插头,且等待1-2分钟,确保电源中的所有电容已放电。 很多机友家中的三脚插座可能没有按规范接线,火线零线接反,还有些插座内没有接地线,或者全屋接 地悬空。如果对自己家的插座不放心,可以买个简易测试仪(如下图)测试一下。为了确保人身安全, 请确保打印机的框架可靠接地,并使用带有漏电保护功能的插座、接线板。

打印机通电时,切勿插拔任何设备(无论是高电压或低电压)。 除了存在安全隐患外,还很可能会损 坏电子元件。特别值得注意的是步进驱动器,在通电时插拔步进电机的线束,很容易造成驱动器的永久 损坏,切记,切记,切记。
1.1 蜘蛛是个啥
这里说的蜘蛛可不是八脚恐怖爬虫,而是Spider主板,是深圳富源盛电子科技有限公司FYSETC全新打造 的一款可以支持8路步进电机的 3D打印机控制主板。
![]() 外观尺寸: 155.3mm x 76.5mm
外观尺寸: 155.3mm x 76.5mm
![]() 微处理器: ARM 32-bit Cortex™-M4 CPU—-STM32F446( 180Mhz ),所有IO接口可以耐受5V输 入电压
微处理器: ARM 32-bit Cortex™-M4 CPU—-STM32F446( 180Mhz ),所有IO接口可以耐受5V输 入电压
![]() 输入电压:DC18~28V
输入电压:DC18~28V
· 板载输出电压:12V@5A DC-DC ,5V@8A DC-DC (专为Raspberry Pi供电) ,3.3V@0.8A ![]() 电机驱动器:8路可拔插式步进驱动接口
电机驱动器:8路可拔插式步进驱动接口
![]() 限位开关:6路有源限位插座,24V/3.3V可选,可以使用各类传感器(例如:PL08N、 BL Touch、 槽型光电开关、 TT Touch等)。
限位开关:6路有源限位插座,24V/3.3V可选,可以使用各类传感器(例如:PL08N、 BL Touch、 槽型光电开关、 TT Touch等)。
· 输出IO:10路可PWM控制的mosfet 输出端口 (1for HotBed@15A, 3 for Heat-End@5A, 3 for fans@1A, 3 for RGB LED strip@1A)
![]() 输入IO: ,所有IO接口可以耐受5V输入电压。
输入IO: ,所有IO接口可以耐受5V输入电压。
![]() 温度传感器 :3pin温度传感器插座, 可使用热敏电阻或热电偶 (如 AD597 模块),板载4.7kOh m 0.1% 上拉电阻,可直接连接PT1000,如果使用PT100 ,仍需使用信号放大板。
温度传感器 :3pin温度传感器插座, 可使用热敏电阻或热电偶 (如 AD597 模块),板载4.7kOh m 0.1% 上拉电阻,可直接连接PT1000,如果使用PT100 ,仍需使用信号放大板。
![]() 通讯接口:USB TypeC、 Uart ,EXP1&EXP2有更多的复用功能,如USART、 I2C、CAN等
通讯接口:USB TypeC、 Uart ,EXP1&EXP2有更多的复用功能,如USART、 I2C、CAN等 ![]() 显示屏:可适配LCD12864、 LCD2004等字符型液晶屏
显示屏:可适配LCD12864、 LCD2004等字符型液晶屏
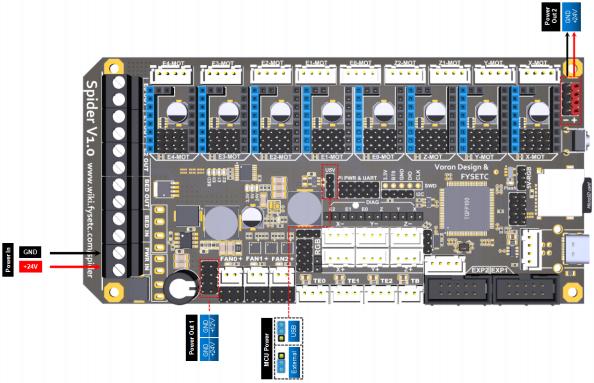
很多新手会很迷茫,在拿到主板以后就迫不及待的把主板安装到机器上。其实一块新的主板还需要 做很多的准备工作,确认可以正常工作了,再装到机器上接线,这样可以避免很多不必要的麻烦,先来 看看怎么给蜘蛛主板供电吧。
Power In :蜘蛛主板推荐使用24V供电,根据外设的数量,选用200-300W的优质开关电源供电(例
如:明纬电源、普德新星电源)。使用AWG18# – AWG14#线从开关电源的DC输出端子接至主板Power In端子 。使用足够粗的供电线缆可以减小电压降,保障主板的稳定。
Power Out1:可输出两路12V和两路24V电压,用于给其他外部设备供电,请注意总电流不要超过主板 最大输出范围。
Power Out2:可输出两路24V电压,用于给其他外部设备供电,请注意总电流不要超过主板最大输出范 围。
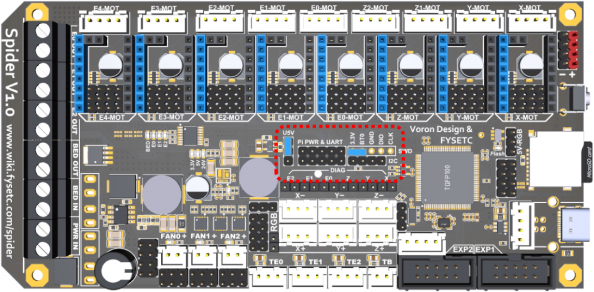
MCU Power:MCU供电选择跳线,可以由USB供电或由内部DC-DC电源供电,在烧录固件及调试主板 时可以使用USB供电(EXP1和EXP2没有连接在USB供电上 、所以仅由USB供电的时候连接在此处的设备 不会工作、比如屏幕不会亮起),平常使用请选择内部DC-DC电源供电。
1.4.1 步进驱动器的跳线设置
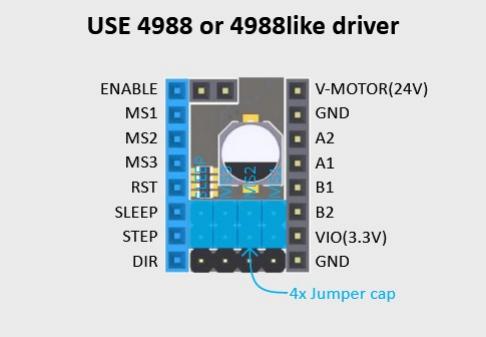
常见的步进驱动模块无外乎3种:
一种是STEP/ DIR模式。主要通过硬件跳线来设置细分,通过调电位器来改变电流大小,比如最常见最经 典的A4988驱动。如果使用这类传统步进驱动,需要查询所使用的步进驱动厂家提供的细分配置表,然 后用跳线帽来进行细分设置。 注意:高电平在上,低电平在下
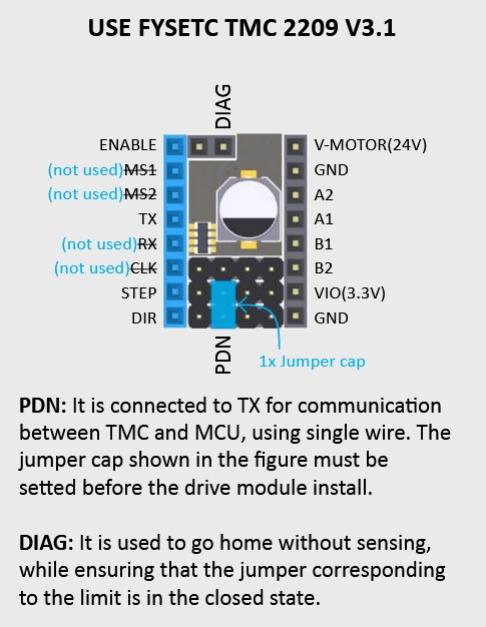
第二种是UART模式。最具代表性是德国Trinamic公司的TMC2208 TMC2209 TMC2225 TMC2226等,这 类芯片可与主控IC进行Uart异步串行通信,所以细分设置、电流大小、静音功能等,都可以通过软件进 行调节。
使用UART模式时,需要按下图方式进行跳线设置。
第三种是SPI模式。最具代表性是德国Trinamic公司的TMC2230 TMC5160 TMC5161 6等,这类芯片可与 主控IC进行SPI通步串行通信,通信速率更快,且这类芯片都具备一些高级功能,都需要通过SPI总线进 行配置,例如堵转检测,电流动态控制,防抖动功能,静音驱动,斜坡发生器,力矩动态调节等等。
使用SPI模式时,需要按下图方式进行跳线设置。
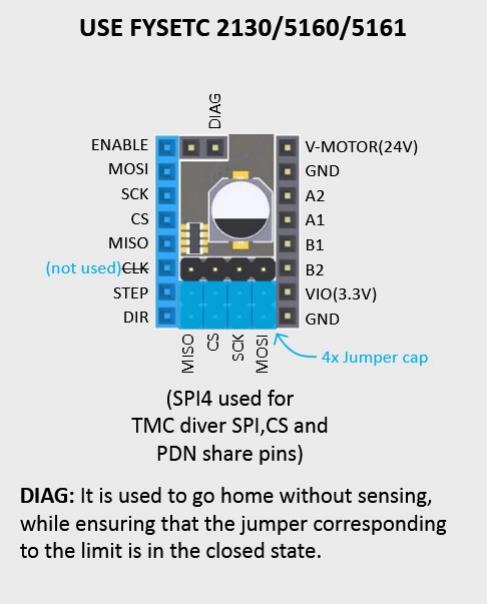
如果你使用的是其他厂家的步进驱动,引脚可能有所不同。请根据所购模块厂家提供的资料进行跳线、 使用。
将驱动器附赠的散热片贴在步进驱动器铜箔的顶部,有条件的话,建议使用风扇对驱动器进行辅助 散热,否则你可能会打印件错层等其他问题。这一点对于TMC 2208s尤为重要,因为它们具有更高的
RDSon ,在相同的电流下会产生更多的热量。
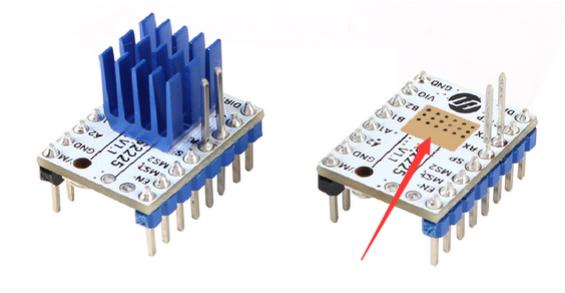
注意!!!
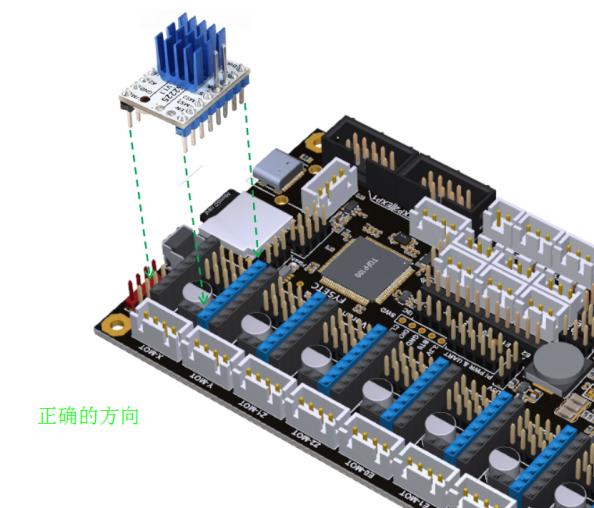
安装驱动模块时一定要确保方向正确。如果你把驱动器插反了,可能你会看见“昂贵的烟花”。
步进驱动器的两排杜邦插座使用了不同的颜色,一排是黑色的,一排是蓝色的,请将驱动模块按颜色与 插座的一一对应插入。
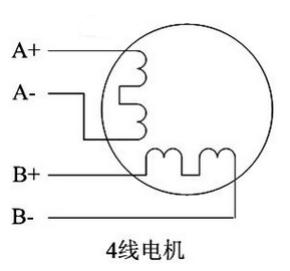
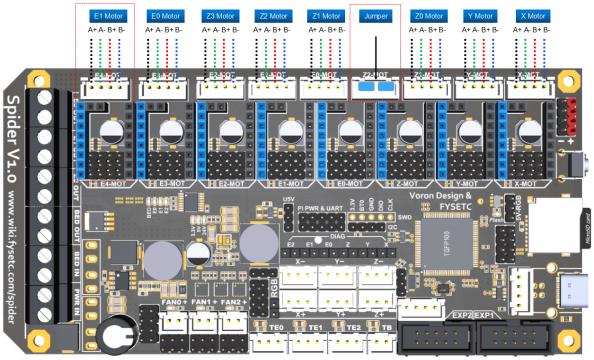
3D打印机一般使用的都是两相步进电机,其内部是由两组线圈绕制而成,原理图如下。使用万用表 蜂鸣档测量步进电机的4根线,同相线圈的两根线会发出声音,不同相不会有声音。插座上1/2为一相, 3/4为另外一相,交换两相的位置可以变换电机转动方向。
将X 、Y、Z0、Z1、Z2、Z3、 E0 共7个电机插入对应的插座
其中Jumper的位置,需要使用两枚跳线帽短接引脚,否则Z0的电机将不会转动
E1为预留的第二挤出机的电机驱动,如果不使用,可以不插驱动器。
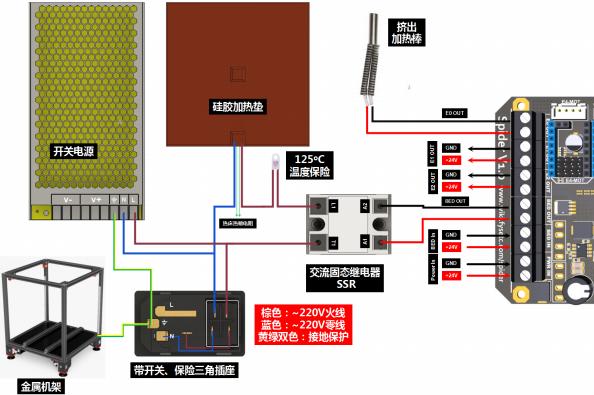
Voron2.4是一款可以封箱打印高温材料的打印机,所以需要一款大功率的交流热床,才能在打印过程中 保障床身温度的稳定及仓温的稳定。 一般的打印机主板不能直接控制交流热床,需要借助交流固态继电 器(SSR)来进行控制,具体的接线见下图。
加热棒的接线不区分正负极,请将加热棒接至主板E0 OUT接口。
注意!!!为确保用电安全,请将金属机架进行可靠接地。
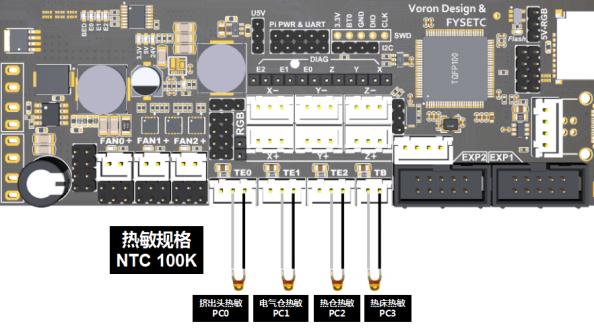
蜘蛛主板可以接入4路温度传感器,可以满足Voron2.4的测温需要。常规的NTC100K热敏电阻可按照下 图接线方式直接连接,
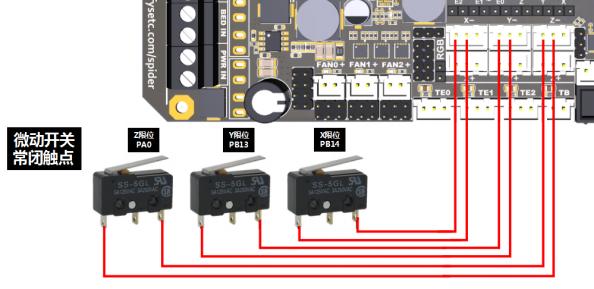
限位开关有常开(NO)和常闭(NC)之分。在Voron2.4的机型上,我建议大家使用常闭(NC)的方式 (如下图),这样在线缆开路或者开关触点接触不良时,软件会有报错提示,可以避免因复位开关失灵 而导致的撞头。
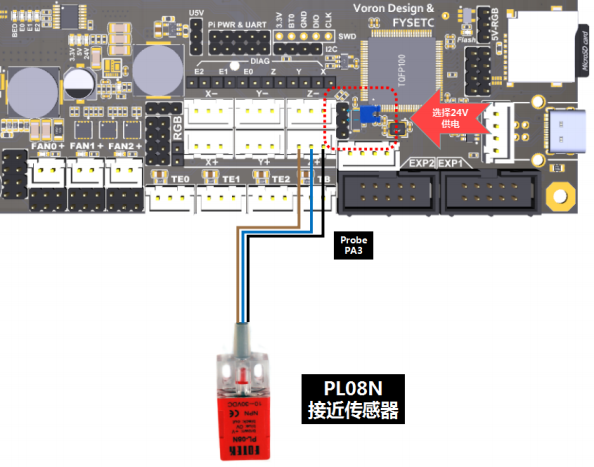
Voron2.4官方建议使用的是PL08N传感器来进行热床调平,由于PL08N是使用24V供电,它的输出引脚 在高电平状态下为24V,这大大超出了MCU 引脚的耐受范围。蜘蛛主板的Z+端口,内置了BAT85二极管 用作高低电平隔离,所以可以直接将PL08N传感器直接插入Z+端口,而不需另外去外接二极管。
另外Z+端口的供电是可以通过跳线帽去选择的,在使用PL08N传感器时,请将跳线帽按下图位置插入。
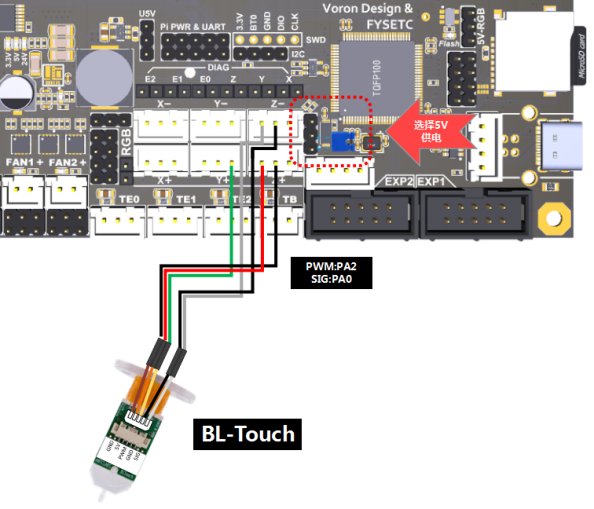
由于市面上很少能买到PL08N的正品,所以很多网友想改用BL-Touch传感器来进行热床调平。 BL-Touch 需要3根线为舵机供电,2根线用作信号的输出,使用时按下图所示进行连接,需要占用Z+ Z- Y+三个端
口,请仔细确认连线是否正确
注意:BL-Touch是5V供电的器件,必须要按下图将Z+的供电跳线插入5V端。错误的电压设置可能会永 久性损坏主板及传感器,切记切记切记!!!
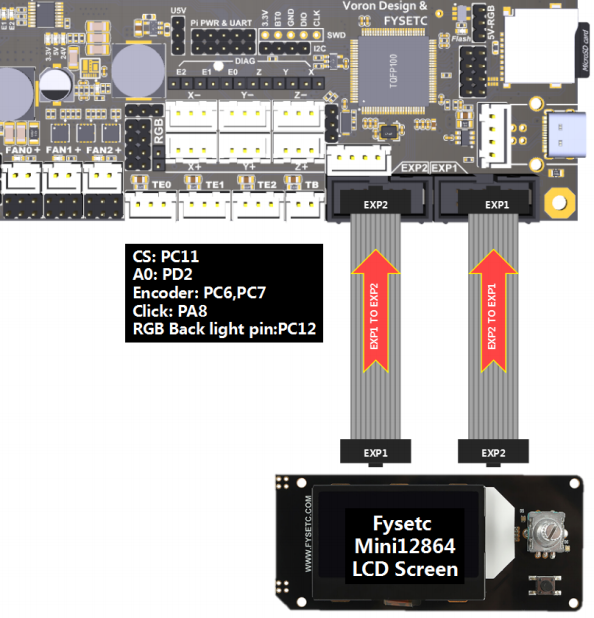
Voron2.4官方推荐是字符型的Mini12864显示屏,需要使用2根16pin的排线将Mini12864与蜘蛛相连接, 排线和插座有防呆设计,直接将排线插头的凸起点对准插座的缺口插入即可。
注意:在连接排线的时候,Spider V1.0需要按照下图的提示,将EXP1和EXP2端口交叉互换;Spider V1.1则不需要交叉,否则可能无法正常点亮显示屏,切记切记切记!!!
由于各个厂家的引脚定义不同,如需连接其他厂家的Mini2864,可以至https://wiki.fysetc.com/Spider/ #32-wiring-fysetc-mini-12864-v21查看相关信息。
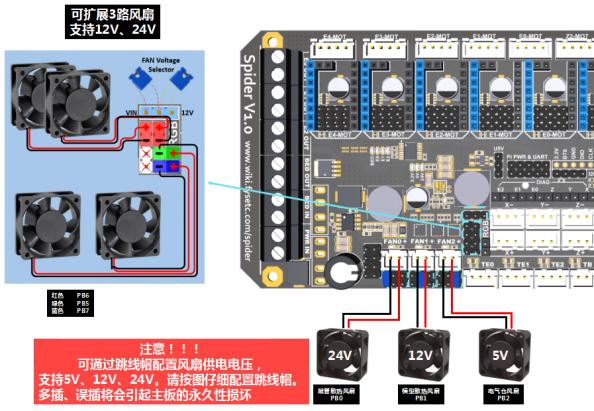
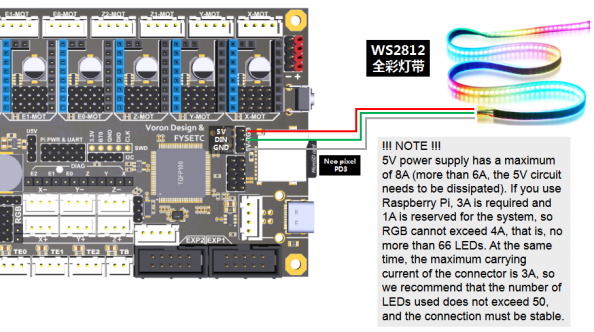
为了让机器机箱内更漂亮更炫,可以在机箱内使用RGB全彩灯带来作为氛围灯,并且可以编辑一些自定 义的宏,让灯带自动的变换颜色。这里给大家介绍的是采用内置WS2812驱动的灯带,它主需要一组5V 供电和1根信号线,便可以控制灯带的色彩、亮度的变换。蜘蛛主板提供了专用的接口,接线方式如下 图。
注意:主板5V最大输出8A(当输出电流大于6A时,DCDC电路需要加散热片)。如果你的蜘蛛主板同时 也在给树莓派供电,那么建议RGB灯带不要超过50个灯珠,以免主板电压不稳定,影响到打印。
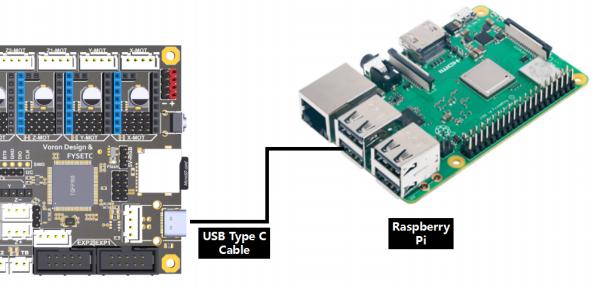
蜘蛛主板提供了2种通讯方式与树莓派连接,一种是使用USB端口,一种是Uart端口,并且蜘蛛主板可以
直接为树莓派供电,这样可以省去单独的5V开关电源。下面我来介绍下两种方式。
1.12.1 蜘蛛主板与树莓派的连接–Uart
可以使用蜘蛛主板包装内附送的线束,按下图所示方式将蜘蛛主板与树莓派进行连接,在主板接通24V 电源的同时,树莓派也将得电启动。
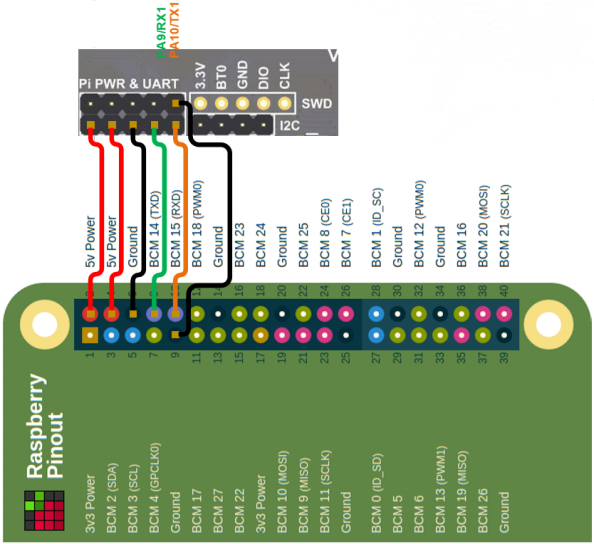
由于树莓派3、3B、4等型号,板载的蓝牙串口占用资源,需要通过下列操作,将串口功能重新映射到 GPIO14 and GPIO15后才可正常工作。
第一步
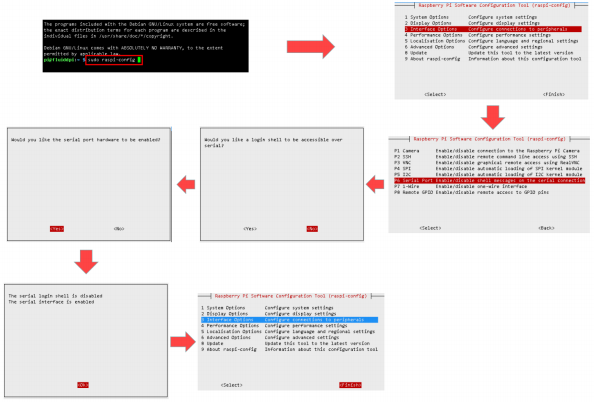
输入以下命令配置树莓派串口
sudo raspi-config
=> Interfacing Option
=> Serial Port
=> NO
=> YES
=> OK
=> Finsh
第二步
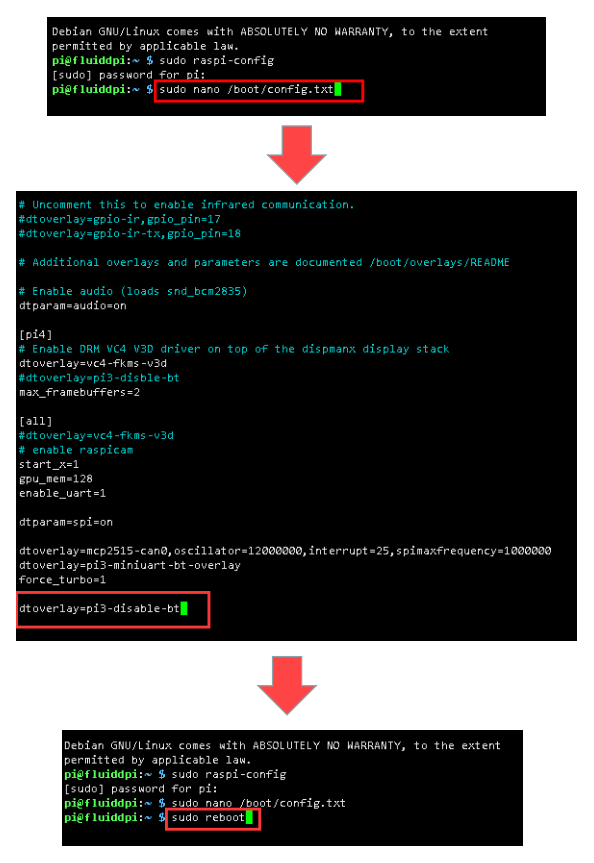
输入以下命令编辑/boot/config.txt
sudo nano /boot/config.txt
=> 在文件最底部添加如下字段 :
dtoverlay=pi3-disable-bt
保存退出,输入一下命令重启
sudo reboot
第三步
sudo nano /boot/cmdline.txt
=>删除一下字段 : “console=serial0,115200″或者 “console=ttyAMA0,115200”
sudo reboot
1.12.2 蜘蛛主板与树莓派的连接–USB
使用USB Type C线缆连接蜘蛛主板与树莓派,此时树莓派供电可以使用上述Uart线束,或者使用其他5V 电源给树莓派供电也可。
使用USB方式连接,不需要进行特别的软件设置。
以上介绍了基本硬件的连接及注意事项,机友们在接线过程中一定要仔细看清楚,通电前再次的仔细检 查,特别是供电的线束正确的连接,避免烧毁硬件,影响装机的心情。
2.1 Klipper简介
介绍完硬件了,下面来介绍一下软件。接触过3D打印机的朋友对固件一词应该不陌生,很多人都自己编 译过marlin固件。但是Voron2.4官方推荐使用的固件是一款基于树莓派的3D打印机固件–klipper。
有关Klipper的相关知识,可以访问klipper的官方网站 www.klipper3d.org/

目前Klipper的可视化操作界面主要有以下3种:
Octoprint Mainsail
Fluidd
官方主页: https://octoprint.org/
官方主页: https://docs.mainsail.xyz/
官方主页: https://docs.fluidd.xyz/
它们之间的关系可以见下图:
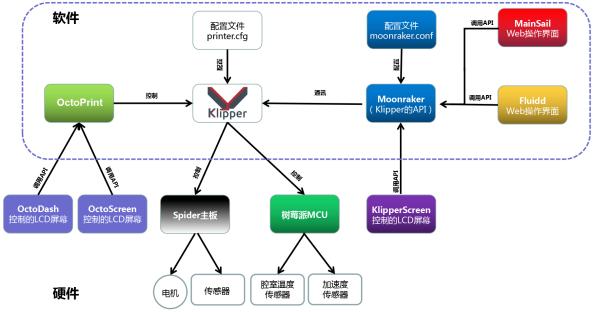
本文主要以目前较为活跃的轻量级系统–Fluidd来介绍Klipper的安装及使用。以上所说的Fluidd、
klipper等等一系列软件并不是直接在打印机主板上用的,而是需要安装在树莓派里的,这就需要有一定 linux操作知识。如果一点也不懂的也没关系,跟着我给的步骤一步步操作,相信你也能自己把系统安装 好。
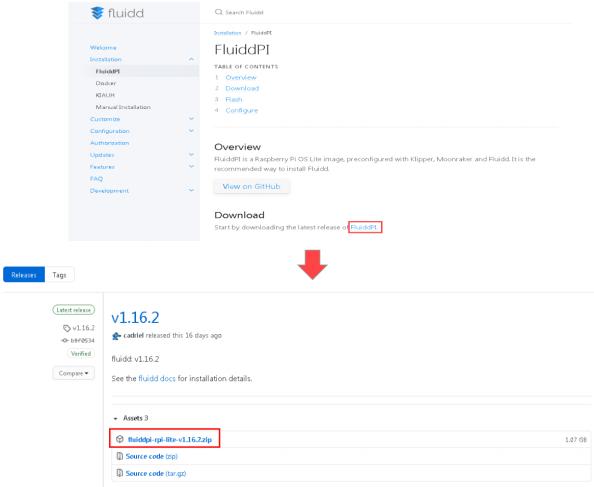
Fluidd官网提供了树莓派系统的专用镜像–FluiddPI,这个镜像已经预安装了Fluidd、 Klipper、
Moonraker及一些必须的系统依赖。使用这个镜像可以省略不少麻烦,当然如果有一定操作能力的网友 也可以参照Fluidd官网说明,在其他linux系统里去手动安装Fluidd ,这里我就不再展开介绍。
•树莓派3B、3B+或者4B
•一张不小于16G的TF存储卡
•一个TF读卡器
•一台安装有windows操作系统的PC。
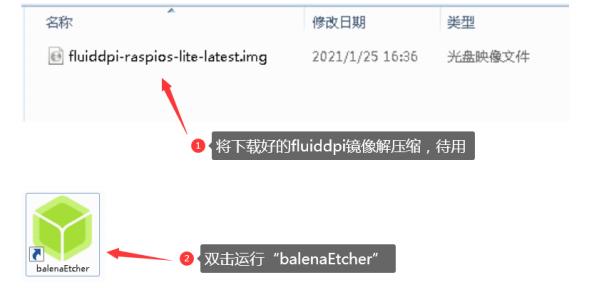
•SDformatter v4.0及以上版本 • balenaEtcher v1.5及以上版本
• Notepad++ 最新版本
•Xshell6Portable
下载地址: https://www.balena.io/etcher/
下载地址: https://notepad-plus.en.softonic.com/
下载地址: https://www.netsarang.com/zh/free-for-home-school/
•WinSCP 最新版本
• FluiddPI最新镜像
Fluidd镜像下载如下图
下载地址: https://winscp.net/eng/docs/lang:chs
下载地址: https://docs.fluidd.xyz/installation/fluiddpi
1、将TF卡插入读卡器,将读卡器插入电脑USB接口,使用SDformatter对TF卡进行格式化。
注意:此操作会删除TF卡上所有的数据,请做好数据备份
具体操作见下图:

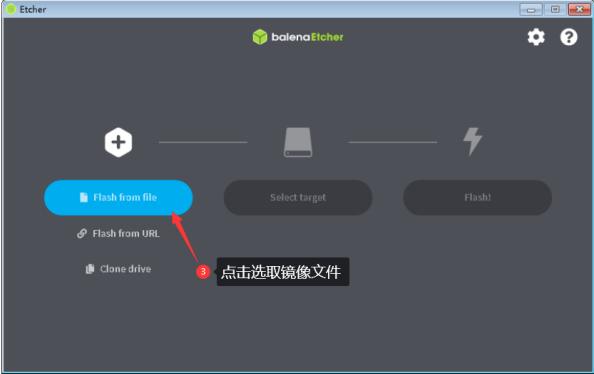
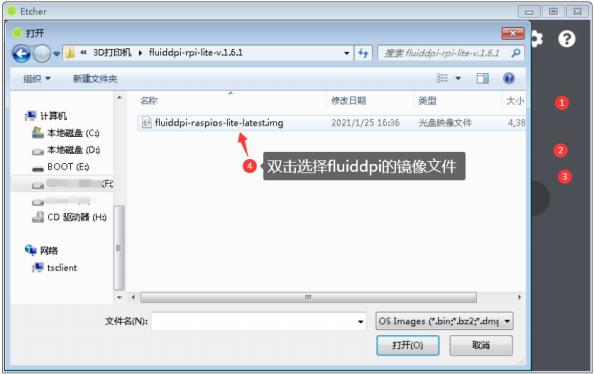
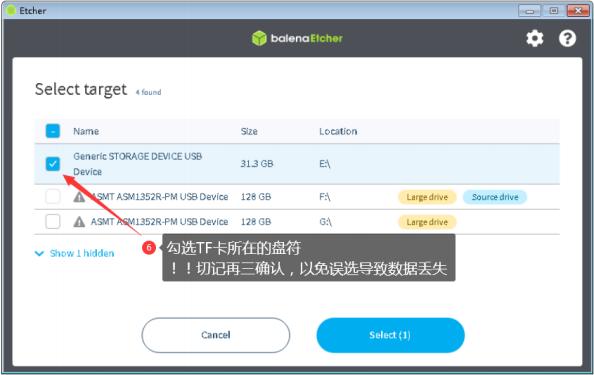
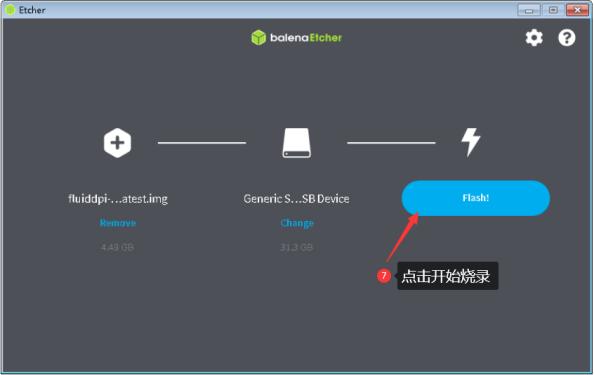
2、烧录镜像
按下图顺序进行操作:


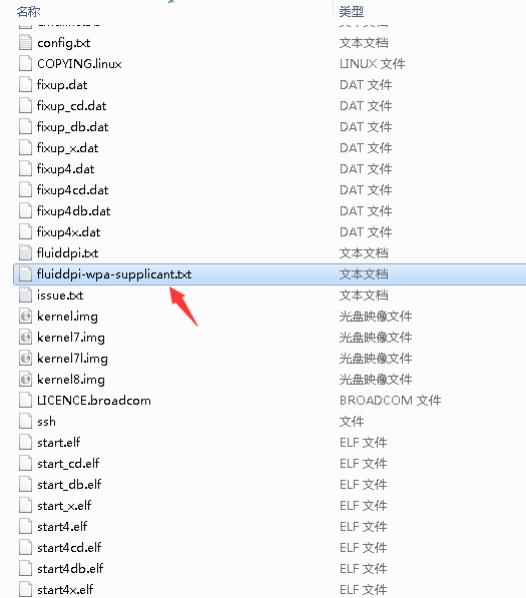
1、安全弹出读卡器,并重新插入读卡器。系统将识别到一个256M大小的分区,打开该分区找到 “fluiddpi-wpa-supplicant.txt“。使用Notepad++打开该文件找到下列字段。
2、使用Notepad++打开该文件找到下列字段。
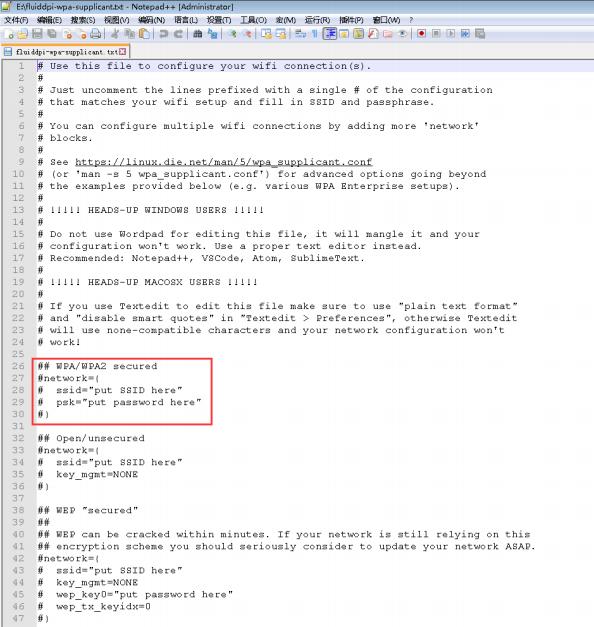
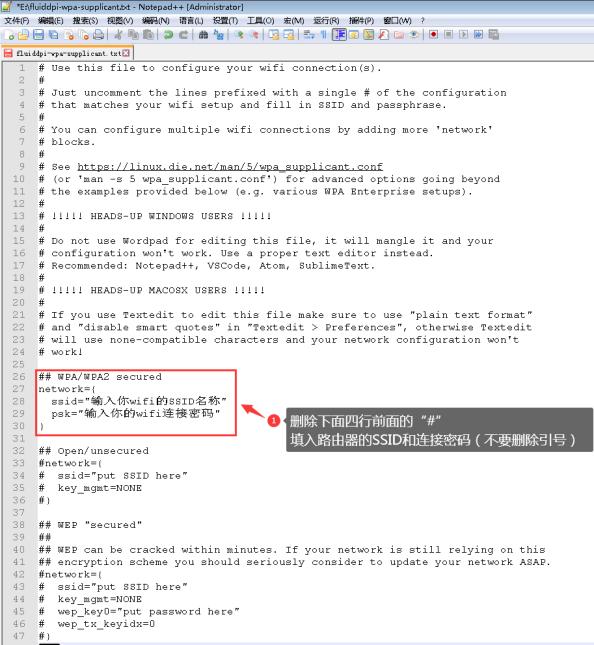
2、删除相关设置的注释符“#”,设置路由器热点名称及连接密码,保存退出。
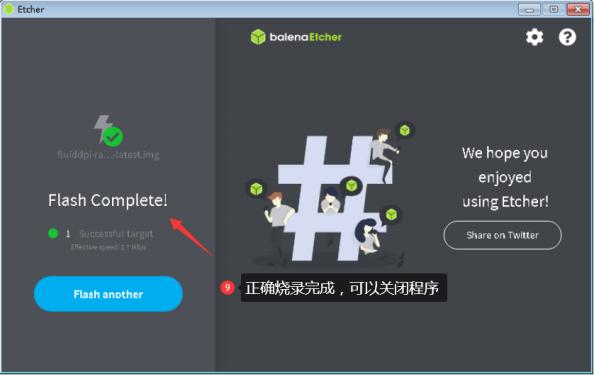
3、将TF卡插入树莓派接通电源,树莓派将自动启动。启动期间,绿色的指示灯将无规律闪烁。约1分钟 左右,启动完成。
4、打开路由器管理界面,查看新连入网络的设备,并记录IP地址。

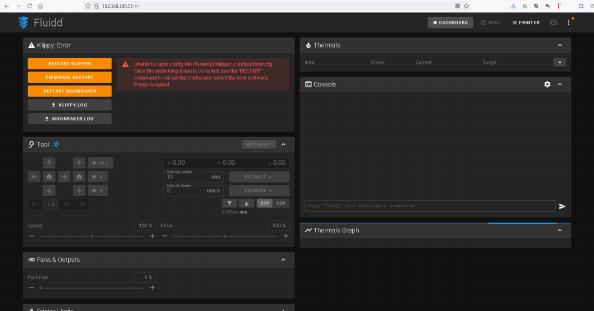
在浏览器地址栏输入上述IP地址,可以打开Fluidd的Web页面。第一次打开,由于还没有正确的配 置klipper ,状态栏会有报错信息,当我们正确配置了klipper后,这些报错信息将会消失。
前面我们介绍了上位机程序的安装方法,现在我们要利用klipper来生成一个主板的固件,主板刷入 了这个固件之后,才能接受klipper的指令,控制相应的电机、热床,反馈传感器信息等。
2.5.1 建立SSH连接
树莓派的linux的系统连入网络后,可以通过SSH进行远程设置。它不像我们传统的windows操作系统, 有图形界面,所有的操作都要通过键盘输入文本或者命令来执行,所以接下来先给大家介绍如何远程连 接到树莓派。
打开XShell软件 ,建立新的连接:
名称:可任意输入
协议:选择“SSH”
主机:在路由器里查询到的树莓派IP地址
端口号:22

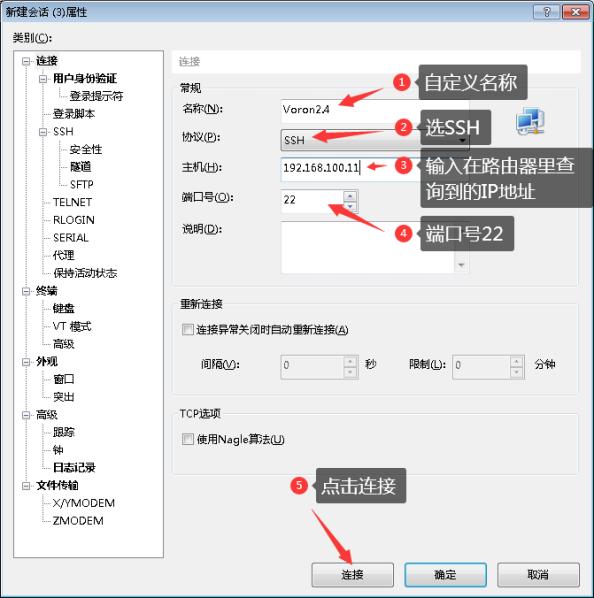
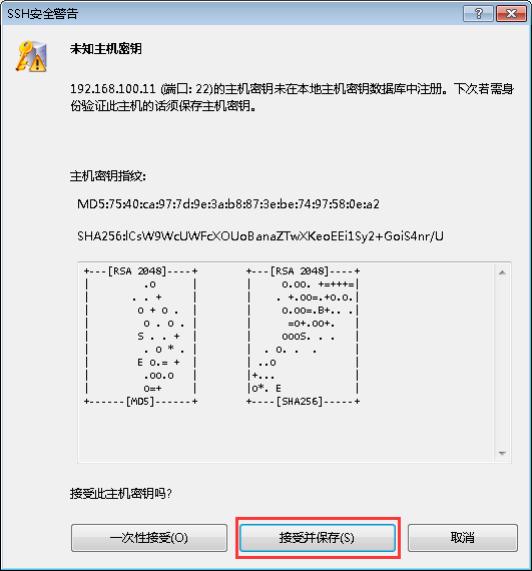
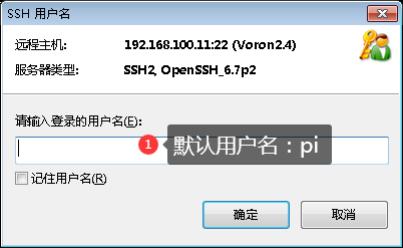
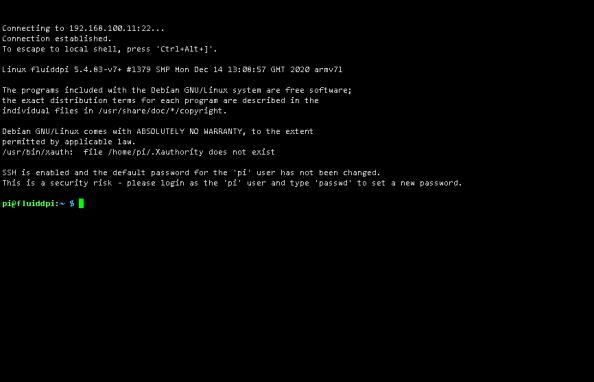
接受并保存安全密钥,输入用户名:pi,密码: raspberry
注意:为了安全起见,建议使用 sudo raspi–config 命令进入树莓派配置界面,通过 System Options>–Password 选项更改密码。

在通过以上的验证后,将会看到下图的界面,这个就是linux操作系统的用户界面,称之为shell。
树莓派系统里安装软件,就像我们的苹果手机一样,有一个专门的软件仓库。默认的仓库地址是国外的 服务器,所以在进行一些软件安装的时候会非常的慢,我们可以通过下面的操作把仓库的地址设置为国 内镜像服务器的地址。
在shell中输入 sudo nano /etc/apt/sources.list
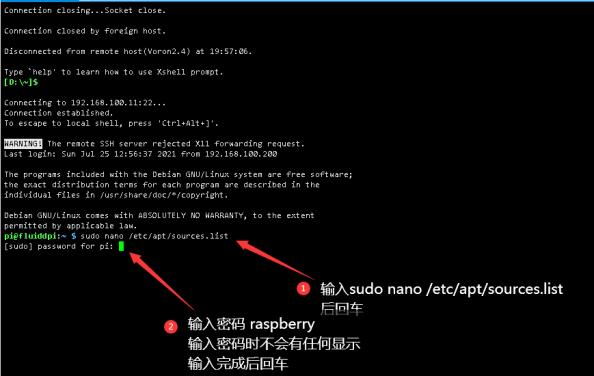
修改树莓派应用软件源
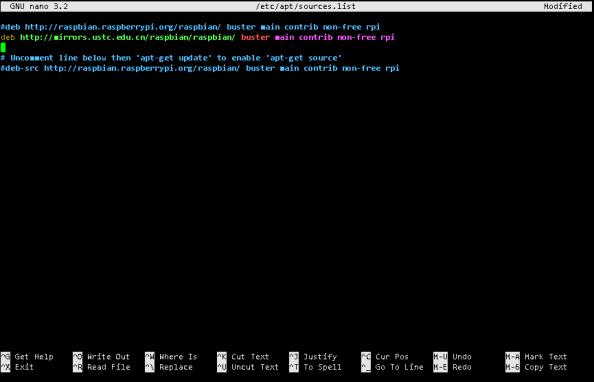
进入文档编辑界面,将原国外服务器地址前加#进行注释,换行输入国内镜像服务器地址:
deb http://mirrors.ustc.edu.cn/raspbian/raspbian/ buster main contrib non-free rpi
修改完“Ctrl+X”保存退出。如下图
修改树莓派系统源
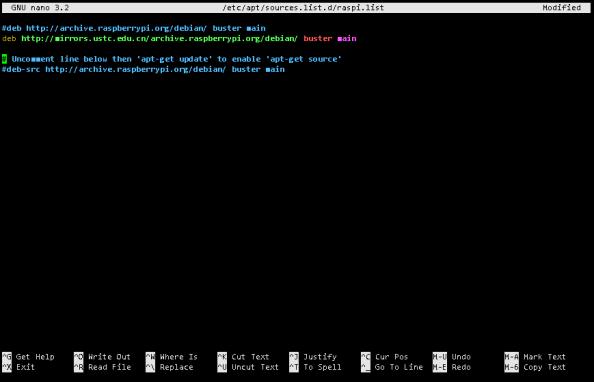
在shell输入 sudo nano /etc/apt/sources.list.d/raspi.list
进入文档编辑界面,将原国外服务器地址前加#进行注释,换行输入国内镜像服务器地址:
deb http://mirrors.ustc.edu.cn/archive.raspberrypi.org/debian/ buster main
修改完“Ctrl+X”保存退出。
更换好国内源,就可以对树莓派的系统和软件进行升级,新的系统和软件会修复一些已知的bug,建议 升级。(此步骤不是必须的,也可跳过)
在shell中输入 sudo apt-get update && sudo apt-get upgrade -y
约5-10分钟左右升级完毕
输入 sudo reboot重启树莓派。
klipper不是linux自带的软件,所以还是需要手动升级。新的版本会支持一些新的功能,建议及时升级。 升级方法如下
重新连接SSH
在shell中输入 cd ~/klipper && git pull
约1-2分钟左右会自动执行完升级。升级成功后会有如下显示
有些时候,由于服务器连接速度等原因,可能会升级不成功,可重复执行命令进行升级。
主控板需要刷入Klipper的固件才可以被树莓派上的Klipper调用控制,生成固件前,需要根据不同的主板 进行参数的配置,具体操作如下
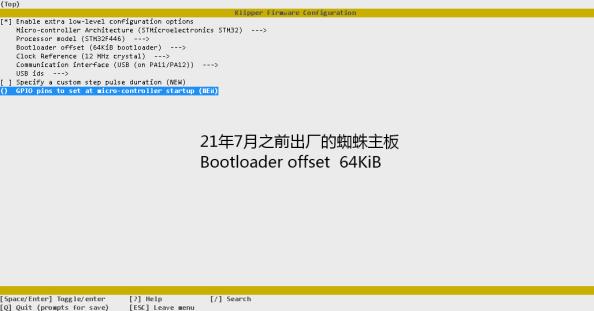
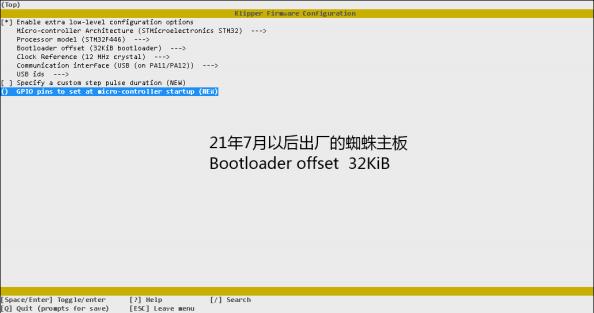
1、在shell中输入 cd ~/klipper && make menuconfig进入固件配置界面
Spider蜘蛛主板采用USB电缆与树莓派链接,可以采用如下配置方式,配置完毕后按“Q”键退出,再按“Y” 键保存。
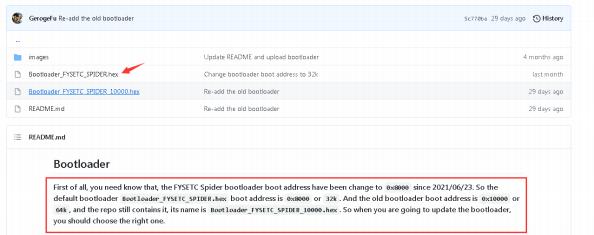
注意:21年07月之前出厂的蜘蛛主板预制的bootloader的偏移是0x08010000,换算为十进制即为 64Ki B;
21年07月之后出厂的蜘蛛主板预制的bootloader的偏移是0x08008000,换算为十进制即为 32Ki B;
建议将主板的Bootloader更新为32Ki B,烧录方法见教程2.6.2
2、在shell中输入 make clean ,清除前一次的编译所产生的object文件及可执行文件。
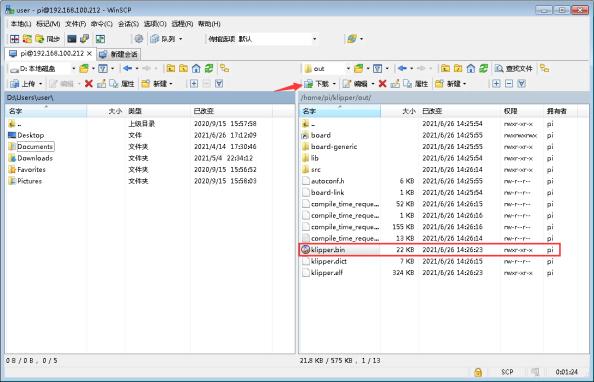
3、在shell中输入 make ,系统开始编译固件,直至完成。编译完成,会显示当前klipper的版本号,生成 的固件名称为klipper.bin ,存放在~/klipper/out目录下。
4、使用WinSCP复制klipper.bin 文件到你的桌面,并将其重命名为firmware.bin。
2.6.1 使用TF卡烧录固件
• 准备一张容量不大于32G的TF卡,使用SDformater工具,将其格式化为Fat32格式,将前面生成的 firmware.bin拷入卡中;

• 确保蜘蛛主板没有通电,将TF卡插入蜘蛛主板;
• 给主板通电,等待20S左右后,断开电源,取出TF卡插回电脑,如果固件已被重命名,说明固件已烧录 成功。

• 正常的情况加建议大家用卡刷的方式来烧录固件,如果主板的Bootloader被破坏,没有办法进行卡 刷,可以用以下方式来恢复主板的Bootloader
• 什么是Bootloader ,其实它是一段特殊的程序,他会在主板上电的时候检测TF卡槽内是否插入了卡 片,如果已经插入了TF卡,它会去卡片内检索是否有firmware.bin文件存在,如果有这个文件存在,便 开始更新主板MCU Flash存储器内部的程序,更新完成后会将firmware.bin重命名为old.bin。如果主板 上电启动的时候,没有发现TF卡,或者TF卡里没有firmware.bin文件,Bootloader将会自动跳转到
Bootloader offset设定的地址,运行我们烧录进去的程序。所以一旦Bootloader offset设置错误以后, 固件虽然烧录进去了,但是主板往往是不会正常工作的。
• 下载并安装烧录软件stm32cubeprogrammer
• 下载蜘蛛主板的bootloader固件
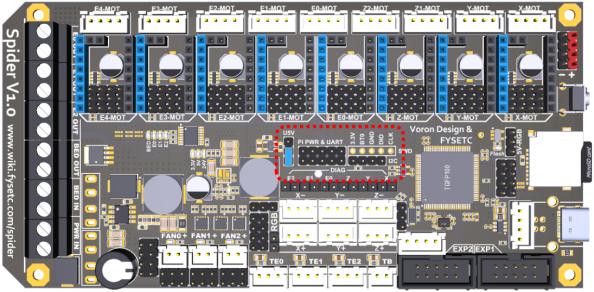
• 按下图对主板跳线,并使用TypeC数据线将主控板与PC连接(无需24V供电)
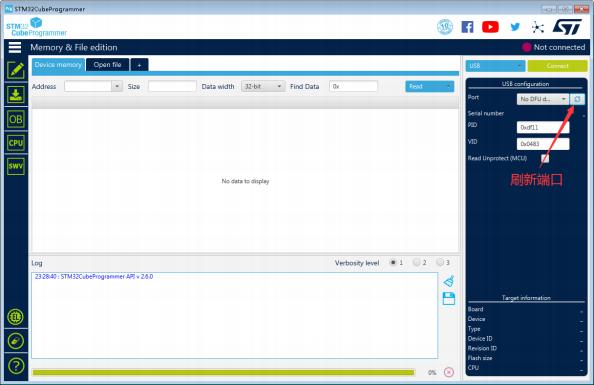
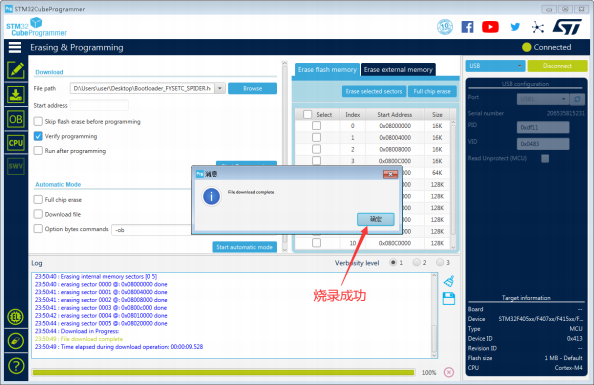
• 打开stm32cubeprogrammer ,选择USB连接后,刷新端口,会自动检测到主控板的端口,如果没有检 测到,可以尝试按一下主板上的reset按键,或者检查线缆连接是否正确,主板跳线是否正确。
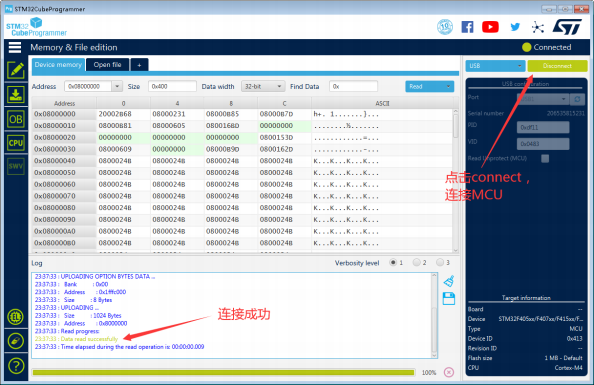
• 点击“connect”,连接主控板
• 点击左侧“下载”选项卡,选择Bootloader的固件,并点击“Start Programming”开始烧录
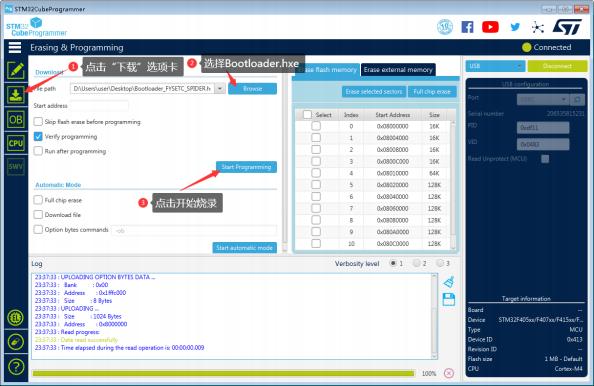
• 约3-4S,烧录完成并提示成功
• 主控板断开USB线缆,并将跳线恢复至下图所示
以上方式为STM32系列MCU通用烧录方式,不限于Bootloader固件,其他的固件烧录也可使用,烧录是 注意设置正确的偏移地址。
主板的ID是主板的唯一识别码,klipper可以通过识别ID来同时控制多块主板协同工作,这个ID也是 klipper配置文件里必不可少的参数,下面就来看下如何读取ID。
将树莓派通过USB TypeC电缆与树莓派相连(连接方法见1.12.2),并接通树莓派与主控板的电源
在shell中输入 ls /dev/serial/by-id/*
如果主板的固件烧录正确,将会有如下显示

其中蓝色字符部分 /dev/serial/by-id/usb-Klipper_stm32f446xx_0C001C00115053424E363620-if00 即为主板的ID ,将其复制保存到文本文件中备用。
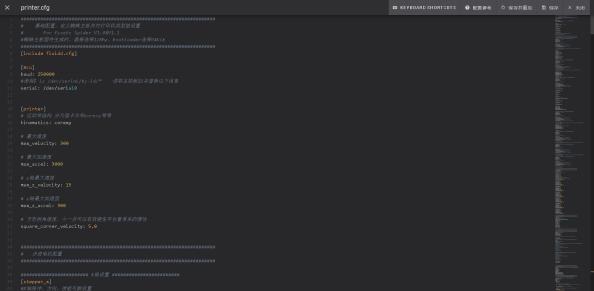
printer.cfg是klipper重要的配置文件,关于打印机的所有参数,都是需要在这份文件里进行配置。
蜘蛛主板提供了针对Voron2.4打印机的配置文件(见附录1),或者参考 FYSETC 的配置文件
git hub: FYSETC-SPIDER/printer.cfg at main · FYSETC/FYSETC-SPIDER (github.com)
gitee: firmware/Klipper/printer.cfg · FYSETC/FYSETC-SPIDER – 码云 – 开源中国 (gitee.com)
在“配置”选项卡里找到“+”,点击添加文件(如下图)
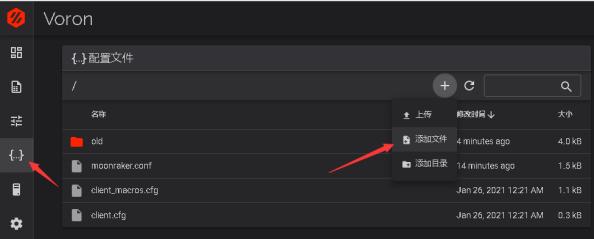
输入文件名“printer.cfg”,点击保存。

单击新添加的文件“printer.cfg”,选择“编辑”
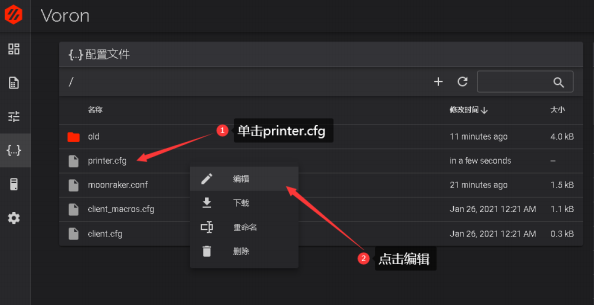
进入编辑界面,将本文最后附录内的SPIDER主板的配置信息复制粘贴到此文件内,并根据配置文件的中 文注释,修改相关内容。最后点击保存并重启。
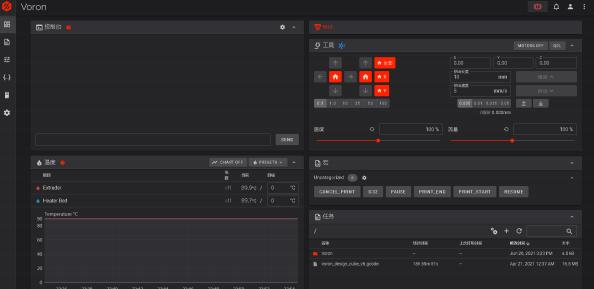
如各项参数全部正确,Klipper会自动连接打印机,工具栏等会自动显示,按钮可以操作。
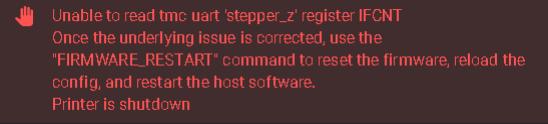
TMC UARTError: 当TMC驱动程序和Spider主板之间的通讯失效时,就会出现这种情况。引起上述故障 可能没有给Spider主板提供24V的电源(TMC驱动器没有启动),或者TMC步进驱动模块没有插入正确 的位置,或者驱动器的跳线设置错误,请重新检查以上问题点。
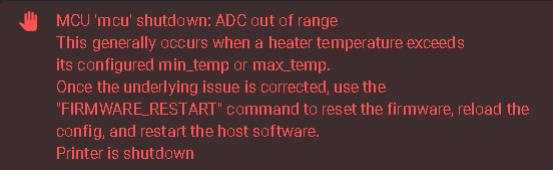
ADC Error: ADC是 “模数转换器 “的缩写,用于将热敏电阻读数转换为挤出头和热床的温度。作为一 种安 全预防措施,一旦Klipper检测到温度超过最大或最小阀值(热敏电阻可能开路或者短路),系统将进入 关闭保护模式。请仔细检查,确保热敏电阻被插入到正确的插座上。
Currently Throttled: 树莓派供电不足或电压不稳时,将会有如下报错,需更换更粗的电源线或者更换 更大功率的电源。
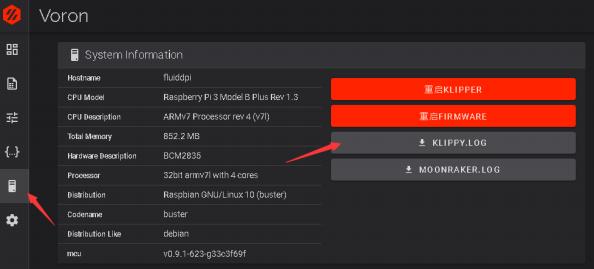
可以通过下载和分析“KLIPPER.LOG”日志文件,协助查找引起故障的原因
期待已久的时刻——您的打印机终于能工作了! Klipper有一个非常有用的配置检查指南,它将有
助于确保打印机各个部件工作正常。 请按照以下网址中详细说明的步骤操作:
https://github.com/KevinOConnor/klipper/blob/master/docs/Config_checks.md
确保X、Y和Z轴的限位开关都没有被按下,然后通过终端控制台发送命令:
QUERY_ENDSTOPS
终端窗口应有如下返回值 ,如果其中某一个轴的返回值是“triggered” (触发)而不是“ open” (打开), 请检查限位开关是否被按下。
Send: QUERY_ENDSTOPS
Recv: x:open y:open z:open
接下来,手动按住X轴限位开关,再次发送QUERY_ENDSTOPS命令,应显示如下返回值。并且继续用相 同的方法测试Y轴和Z轴的限位开关。
Send: QUERY_ENDSTOPS
Recv: x:triggered y:open z:open
如果在上述的测试中,某一个限位开关的状态是反的(按下时显示 “open” ,不按时显示 “triggered” ), 请进入打印机的配置文件,找到对应轴的配置,在endstop_pin: 的设置值前添加或删除“ !ℽ ,来达到状 态取反的目的。 例如:
[stepper_y]
step_pin: PD8
endstop_pin: PB12
#修改前 #修改后
endstop_pin: !PB12
…
要验证每个步进电机是否正确运行,请分别发送以下命令,并观察相应的电机是否以微小的幅度正反转 动。
|
注意:测试中,X Y轴电机的方向没有要求,测试 Z轴时,对应电机带动的龙门架应该先升后降,否则请 修改电机方向参数。 如果步进电机不转动,请检查接线是否有错误或有松动。
如需改变电机的运转方向,找到对应轴的配置,在dir_pin: 的设置值前添加或删除“ !ℽ ,来达到反向的目 的。 例如:
[stepper_y]
step_pin: PD8
#修改前 #修改后
dir_pin: !PB12
dir_pin: PB12
…
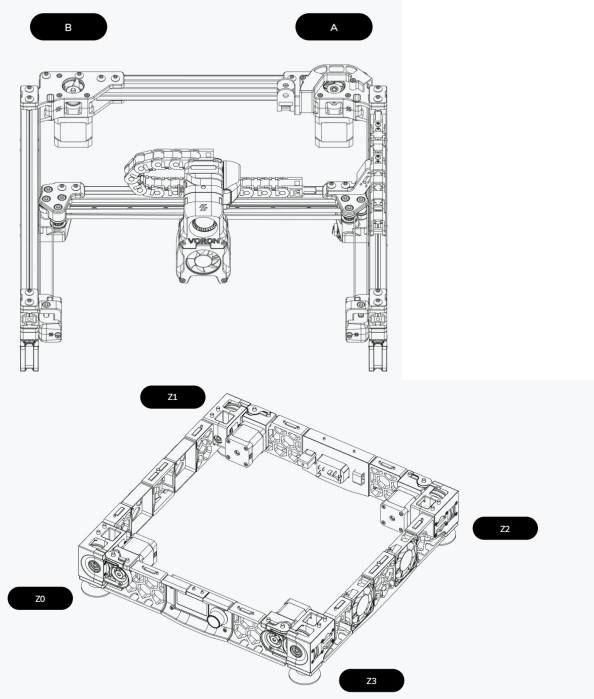
电机的位置如下图
电机都能正常工作后,就可以开始测试X和Y的归位了! 在测试过程中,为防止因电机方向错误导致的碰 撞,可能需要使用急停功能。以下几种方式可以使打印机急停,一种方法是使用Mini12864显示屏旋钮 下方的E-stop按钮,按下按钮,所有的电机将停止动作,喉管的散热风扇会自动开启,Octoprint的web 界面仍然会运行,但与Klipper的连接会断开。按Klipper左上角的 “Connect “键,然后在Octoprint终端
窗口中发送一个FIRMWARE_RESTART命令,可以让你的打印机恢复待机状态。另一种方法是让你的笔记 本电脑紧挨着打印机,在Octoprint的界面上,按下E-STOP按钮。最后一种硬核的方法,是在出现问题 时关闭整个打印机的电源。 一般不要选择个方法,因为这样做可能会损坏SD卡上的文件,导致您必须从 头开始重新安装所有内容。
当你开始测试打印机归位功能时,如果它走错了方向,采用以上的合适的方法来立即停止打印机当前的 动作。
在终端窗口发送发送X Y轴的归位命令
|
G28 X Y |
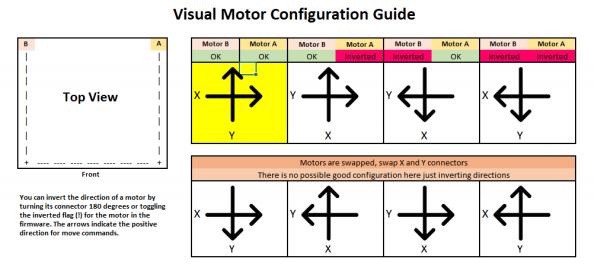
正视打印机,打印头应该先向右移动,直到触发了X轴限位传感器后精确归位,然后向打印机后方移动, 直到触发Y轴限位传感器后精确归位。 Voron2.4使用的是CoreXY结构,因此打印头在做横向或纵向移动 时,每个电机都必须转动,如果打印头的移动方向不正确,请参考下表以确定如何纠正。如果您需要将 其中一个马达反转,请将方向针脚反转(在pin脚前加上 !,可参见2.11.2 )。
[stepper x] => Motor B
[stepper y] => Motor A
使用G28 X Y命令归位 X Y ,然后手动点动将喷嘴移到热床的左前角。
1、如果X Y的坐标都已经为0,但喷嘴还没能移动到热床的左前角,就需要调整热床及热床底部的型材的 位置,使喷嘴能够在热床左上角的正上方。如果调整了热床的位置,同时要调整Z限位开关,确保喷嘴能 够正常触发Z限位开关。
2、如果X Y的坐标还没有为0,但喷嘴已经在热床左上角的上方,就发送M114命令。如果X和Y不是
~0-5mm ,更新[stepper_x]和[position_endstop]的 “position_max “和 “position_endstop”。
[steple_y]:
For X: New = Current – Get Position X Result
For Y: New = Current – Get Position Y Result
如果您更新了配置文件中的任何内容,请保存配置文件,然后使用FIRMWARE_RESTART重新启动 Klipper。
执行一次G28 X Y,然后利用控制台点动移动喷嘴的X或Y位置,直到喷嘴位于Z轴限位开关的正上方。发
送M114命令并记录X轴和Y轴的坐标值。打开printer.cfg文件,更新回原点宏例程
([homing_override])如下图,然后保存文件并重启klipper。
|
[homing_override] axes: z set_position_z: 0 gcode: G90 G0 Z10 F600 G28 X Y ## XY Location of the Z Endstop Switch ## Update X0 and Y0 to your values (such as X157, Y305) after going through ## Z Endstop Pin Location Definition step. G0 X232 Y338 F3600 #更新此处X Y坐标 G28 Z G0 Z10 F1800 G0 X175 Y175 Z20.05 F3600 |
如果您是使用[safe z home] ,那么可采用上述方法进行参数的更新替换。
修改完毕后,可尝试使用G28命令完成完整的复位动作。如果在G28结束时,您的喷嘴没有超过热床的平
面,请调整Z抬升高度。
首次使用热床自动调平功能之前,请确认Probe传感器工作是否正常工作。
可以通过发送命令: QUERY_PROBE 来测试传感器,以下以PL08传感器为例:
PL08为非接触式磁性金属传感器,当喷嘴组件下降,PL08检测面与PEI弹簧钢板的距离小于8mm时, PL08应被触发,并且PL08自身的触发状态灯应被点亮,此时发送QUERY_PROBE 应返回 triggered触
发。
当喷嘴组件远离弹簧钢板,PL08自身的触发状态灯应熄灭,此时发送QUERY_PROBE 应返回 open 断 开。
如果信号反转,请在probe传感器引脚定义前增加或删除” !”
|
[probe] pin: PA3 pin: !PA3 #或者 …… |
请注意PL08传感器的安装高度,其检测端面不应低于喷嘴,否则在打印过程中会擦碰打印件。单也不可 过高,应确保每次运行 QUERY_PROBE 时,喷嘴没有接触到热床表面。
首次测试probe传感器,不需要加热喷头和热床,G28复位后将打印头移到热床的中心,然后发送命令:
PROBE_ACCURACY
此时喷头会自动下降直至probe传感器被触发后反向抬升,如此r连续探测热床10次,并在最后输出一个 标准偏差值,标准偏差应小于0.003mm。如果每次的探测值不稳定或者是呈趋势性的变化,需要检查Z 轴皮带的松紧度。劣质的传感器也会影响重复探测的精度。
PROBE_ACCURACY不稳定的例子如下(预热期间呈下降趋势)。
|
Send: PROBE_ACCURACY Recv: // PROBE_ACCURACY at X:125.000 Y:125.000 Z:7.173 (samples=10 retract=2.000 speed=2.0 Send: M105 Recv: // probe at 125.000,125.000 is z=4.975000 Recv: // probe at 125.000,125.000 is z=4.960000 Recv: // probe at 125.000,125.000 is z=4.955000 Recv: // probe at 125.000,125.000 is z=4.952500 Recv: // probe at 125.000,125.000 is z=4.950000 Recv: // probe at 125.000,125.000 is z=4.947500 Recv: // probe at 125.000,125.000 is z=4.942500 Recv: // probe at 125.000,125.000 is z=4.937500 Recv: // probe at 125.000,125.000 is z=4.937500 Recv: // probe at 125.000,125.000 is z=4.932500 Recv: // probe accuracy results: maximum 4.975000, minimum 4.932500, range 0.042500, average 4.949000, median 4.948750, standard deviation 0.011948 |
在进行4Z调平操作之前,先打开printer.cfg配置文件,找到4Z调平的宏[quad_gantry_level],根据热床 大小调整4个探测点的坐标位置,确保探测点都在热床打印区域以内。
[quad_gantry_level]
gantry_corners:
-60,-10
360,370
points:
25,25 #左下角
25,275 #做上脚
275,275 #右上角
275,25 #右下角
speed: 100
horizontal_move_z: 10
retries: 5
retry_tolerance: 0.0075
max_adjust: 10
第一次运行4Z调平前,请先用手将龙门的4个角高度调至差不多一致,先运行一次 G28 归位,然后发送 命令:
Quad_Gantry_Level 或 Z_Tilt (Voron2.2或Voron1.8)
打印机开始执行4Z自动调平动作,喷头从左下角开始采集高度数据,并按逆时针依次探测完4个点。每次 探测完,系统会自动计算出一个平均的公差值,并自动调整4个角的高度。重复探测2-3次,直至公差值 小于 retry_tolerance: 的设定值,即完成了4Z调平的动作。
注意:果偏差越来越大,请检查是电机的顺序是否正确。如果探测次数超过5圈仍未达到预设公差,系统
将会报错。 Z轴皮带的松紧程度以及劣质的传感器都会影响重复探测的精度。
G28归位后,将喷嘴移至热床中心,高出床面约5-10mm ,然后发送命令
PID_CALIBRATE HEATER=heater_bed TARGET=100
它将执行一个PID校准程序,将持续约10分钟。完成后发送保存命令
SAVE_CONFIG
将自动把参数保存到配置文件中。
先将模型冷却风扇设置为25%的转速( M106 S64 ),然后发送命令
PID_CALIBRATE HEATER=extruder TARGET=245
它将执行一个PID校准程序,将持续约5分钟。 一旦完成,完成后发送保存命令
SAVE_CONFIG
运行G28命令将打印机归位
第一次在高室温下运行四龙门调平,为验证Probe传感器能稳定工作,
1、先将热床和挤出头预热,热床预热温度100C和挤出头预热温度240C;
2、预热约15-20分钟后,将喷头移动至热床中心,试运行 PROBE_ACCURACY 。如果10次探测数值呈上升
或下降趋势,或标准偏差大于0.003mm ,请再等5分钟后再试。需要在读数稳定后,方可运行 QUAD_GANTRY_LEVEL 进行4Z调平动作。
重要:因为热床铝板在加热过程中会存在热变形,每次开始打印时记住这一点–从冷机到开始打印通常需 要预热10-20分钟,以确保温度稳定下来,热床加热变形稳定后,再执行打印工作。
对Z复位偏移的调整,其实就是是调整Z轴在高度为0时,喷嘴距热床的高度,他关系到打印时,首层的高
度是否正确,料丝是否能良好的粘附在热床上。在做此项操作前,请将挤出机设置为240C,热床加热至 100C,预热15分钟后开始以下操作。
1、先执行一次 G32 。
2、然后将打印头移至热床中心,运行命令
Z_ENDSTOP_CALIBRATE
然后使用 命令 TESTZ Z=- 1 缓慢地将喷头移向热床表面,直到喷头离热床表面约1mm时,在热床与喷 嘴之间垫一张A4白纸,然后使用微调指令 TESTZ Z=-0.1 使喷嘴慢慢接近热床表面,直至喷嘴接接触到 A4纸,用手抽拉白纸有轻微阻力,此时可执行确认命令 ACCEPT ,然后执行 保存命令 SAVE_CONFIG , 将自动把参数保存到配置文件中。 。
在上述调试过程中,如果喷头下降的太多,导致A4纸抽拉不动,可使用正数 TESTZ Z=0.1 ,使喷嘴抬 高。
重要:在保存完参数后,马上执行 G28 复位,使喷头离开热床表面,以免烫坏PEI膜。
如果在执行过程中出现报错(越界) ,一般是由于Z限位传感器的的轴太长,可能会在打印过程中卡住打印 头。最好切割轴,使其与 PEI 的表面平齐。
在第一次打印之前,需要确保挤出机能挤出正确长度的材料。根据打印材料所需的温度,加热挤出头, 从挤出机进料口的铁氟龙管口处量120mm料丝,并在120mm处用美工刀做一个标记。在Fluidd中,手 动操作挤出50mm2次,共100mm( Klipper的单次挤出量不允许超过50mm )。待挤出机停止后,测量
从挤出机进料口到标记处的长度x。如果挤出量正确的时候, x应该为20mm( 120mm – 100mm = 20mm )。但实际是会有偏差的,找到配置文件中的现有挤出值,并使用以下方法更新它。
|
[extruder] … rotation_distance: 25.12 #值越大,挤出的料越少 … |
新收缩值=旧收缩值* (实际挤出量/目标挤出量)
将新值替换配置文件中,保存并重启klipper。然后按上述方法重新再验证一遍,如果挤出量在目标值的 ±0.5%范
围内(即,目标值为99.5-100.5mm ,目标挤出长度为100mm ),挤出机就校准好了。
打印过程中,可以使用工具面板上的Z偏移微调按钮来动态调整喷嘴的高度

如果希望系统一直使用当前高度,可以将当前的偏移值累加到原有的偏移值上。在配置文件最底部找到Z 复位偏移值
|
#*# <———————- SAVE_CONFIG ———————-> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [stepper_z] #*# position_endstop = 7.25 |
New Position = Old Position – Z偏移(上图中)
请注意,position_endstop值越大,喷嘴将更接近热床。
举例:
New Position = Old Position( 7.25 )-Z偏移 (-0.005) = 7.25 + 0.005=7.255
建议使用Ultimaker Cura软件进行模型切片,在下载安装完成后要先不要运行。在 slicer_profiles/cura 下载最新的Voron Cura设置文件,然后将rar文件夹解压到C:\ Program Files\ Ultimaker Cura
X.X\ resources中。然后打开Ultimaker Cura ,在 “非网络打印机 “下选择Voron标签,并选择打印机的大 小。
如果你对切片软件的参数不是很了解,可以先试用默认的参数。
首次打印
从Voron Git hub页面下载voron_design_cube_v7.stl ,打开Ultimaker Cura ,使用默认的切片设置对模 型进行切片,同时要确保挤出头温度和热床温度与使用的耗材相对应。
一般推荐:
ABS:热床100C,挤出头250C
PLA:热床60C,挤出头195C
打印质量的好坏,与切片的参数及机器的调试密不可分,需要一定的耐心来慢慢完善。
#####################################################################
# 基础配置,定义蜘蛛主板并对打印机类型做设置
# For Fysetc Spider V1.0&V1.1
#蜘蛛主板固件生成时,晶振选择12Mhz,Bootloader选择32Kib
##################################################################### [include fluidd.cfg]
[mcu]
#主板通信波特率,一般不需要改动
baud: 250000
#主板通信端口设置,使用$ ls /dev/serial/by-id/* 读取主控板ID并替换以下信息
serial: /dev/serial0
[printer]
# 运动学结构 分为笛卡尔和corexy等等,Voron2.4是corexy
kinematics: corexy
# 最大速度
max_velocity: 300
# 最大加速度
max_accel: 3000
# z轴最大速度
max z velocity: 15
# z轴最大加速度
max z accel: 300
# 方形拐角速度,小一点可以有效避免平台重带来的惯性
square_corner_velocity: 5.0
##################################################################### # 步进电机配置
#####################################################################
######################## X轴设置 ########################
[stepper_x]
# X轴电机脉冲引脚设置
step_pin: PE11
# X轴电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: !PE10
# X轴电机使能引脚设置
enable_pin: !PE9
#—Klipper0.9以上版本设置—
# 电机细分设置
microsteps: 16
# 主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
# 电机单圈所需脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
# X轴最小行程–软件限位
position_min: 0
# X轴最大行程–软件限位(如果是350机型,需更改为350)
position_max: 300
# X轴的机械复位点坐标(如果是350机型,需更改为350)
position_endstop: 300
# 复位速度
homing_speed: 25
# 第一次触发复位开关之后的后退距离
homing_retract_dist: 5
# 复位方向( 一般不需要改动)
homing_positive_dir: true
# 限位开关PIN脚设置(X-)
endstop_pin: ^PB14
######################## y轴设置 ########################
[stepper_y]
#Y轴电机脉冲引脚设置
step_pin: PD8
#Y轴电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: !PB12
#Y轴电机使能引脚设置
enable_pin: !PD9
#—Klipper0.9以上版本设置—
#电机细分
microsteps: 16
#主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
#电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
# Y轴最小行程–软件限位
position_min: 0
# Y轴最大行程–软件限位(如果是350机型,需更改为350)
position_max: 300
# Y轴的机械复位点坐标(如果是350机型,需更改为350)
position_endstop: 300
# 复位速度
homing_speed: 25
# 第一次触发复位开关之后的后退距离
homing_retract_dist: 5
# 复位方向( 一般不需要改动)
homing_positive_dir: true
# 限位开关PIN脚设置(Y-)
endstop_pin: ^PB13
######################## E0挤出机设置 ########################
[extruder]
# 挤出机电机脉冲引脚设置
step_pin: PD12
# 挤出机电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: !PC4
# 挤出机电机使能引脚设置
enable_pin: !PE8
#—Klipper0.9以上版本设置—
# 电机细分
microsteps: 16
# 主动带轮周长mm(BMG)
rotation_distance: 25.12
# 电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
# 减速比(BMG齿轮比为50:17,输出轴在前,输入轴在后)
gear_ratio: 50:17
# 耗材直径
filament_diameter: 1.75
# 挤出头加热棒控制Pin脚设置(e0)
heater_pin: PB15
# 加热棒最低温度阀值,热床温度低于此值会出现ADC报错
min_temp: 0
# 加热棒最高温度阀值,热床温度高于此值会出现ADC报错
max_temp: 270
# 挤出头传感器类型及Pin脚(TE0)
sensor_type: NTC 100K MGB18-104F39050L32
sensor_pin: PC0
# 喷嘴直径
nozzle_diameter: 0.400
# 加热棒PWM最大输出功率
max_power: 1.0
# 加热棒最低挤出温度(达到此温度挤出机才能有挤出动作)
min_extrude_temp: 170
# pid控制参数
control = pid
pid_kp = 26.213
pid_ki = 1.304
pid_kd = 131.721
pressure_advance: 0.05
pressure_advance_smooth_time: 0.040
######################## Z0轴设置 ########################
[stepper_z]
#Z0电机脉冲引脚设置
step_pin: PD14
#Z0电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: PD13
#Z0电机使能引脚设置
enable_pin: !PD15
#—Klipper0.9以上版本设置—
#电机细分
microsteps: 16
#主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
#电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
#减速比(Z轴大小带轮比为80:16,输出轴在前,输入轴在后)
gear_ratio: 80:16
# z轴最小行程–软件限位position_max: 300
position_min: -1
# Z轴最大行程–软件限位(如果是350机型,需更改为350)
position_max: 300
# Z轴的机械复位点坐标,Y可以理解为喷嘴的偏移值,值越大,喷嘴离热床越近(负值也一样, eg.-1>-2)
position_endstop: 3.56
# 复位速度
homing_speed: 16.0
# 第二次精确复位的速度
second_homing_speed: 3.0
# 第一次触发复位开关之后的后退距离
homing_retract_dist: 3.0
# 限位开关PIN脚设置(Z-)
endstop_pin: PA0
######################## Z1轴设置 ########################
[stepper_z1]
#Z1电机脉冲引脚设置
step_pin: PD5
#Z1电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: !PD6
#Z1电机使能引脚设置
enable_pin: !PD4
#—Klipper0.9以上版本设置—
#电机细分
microsteps: 16
#主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
#电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
#减速比(Z轴带轮比为80:16,输出轴在前,输入轴在后)
gear_ratio: 80:16
######################## Z2轴设置 ########################
[stepper_z2]
#Z2电机脉冲引脚设置
step_pin: PE6
#Z2电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: PC13
#Z2电机使能引脚设置
enable_pin: !PE5
#—Klipper0.9以上版本设置—
#电机细分
microsteps: 16
#主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
#电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
#减速比(Z轴带轮比为80:16,输出轴在前,输入轴在后)
gear_ratio: 80:16
######################## Z3轴设置 ########################
[stepper_z3]
#Z3电机脉冲引脚设置
step_pin: PE2
#Z3电机方向引脚设置,可以通过添或删除引脚前面的!来改变电机的运转方向
dir_pin: !PE4
#Z3电机使能引脚设置
enable_pin: !PE3
#—Klipper0.9以上版本设置—
#电机细分
microsteps: 16
#主动带轮周长mm(2GT-20T带轮40,2GT-16T带轮32)
rotation_distance: 40
#电机单圈脉冲数(1.8度电机:200,0.9度电机:400)
full_steps_per_rotation: 200
#减速比(Z轴带轮比为80:16,输出轴在前,输入轴在后)
gear_ratio: 80:16
##################################################################### # TMC2209 驱动配置
#####################################################################
[tmc2209 stepper_x]
#通讯端口Pin脚定义
uart_pin: PE7
#是否开启256微步插值
interpolate: True
#电机运行电流值
run_current: 0.9
#电机静态力矩保持电流值
hold_current: 0.6
#驱动采样电阻值(不要修改)
sense_resistor: 0.110
#TMC2209的静音阀值(使用LDO0.9度电机,设置100)
stealthchop_threshold: 200
[tmc2209 stepper_y]
uart_pin: PE15
#microsteps: 16
interpolate: True
run_current: 0.9
hold_current: 0.7
sense_resistor: 0.110
stealthchop_threshold: 200
[tmc2209 extruder]
uart_pin: PA15
#microsteps: 16
interpolate: True
run_current: 0.6
hold_current: 0.4
sense_resistor: 0.110
stealthchop_threshold: 200
[tmc2209 stepper_z]
uart_pin: PD10
#microsteps: 16
interpolate: True
run_current: 0.9
hold_current: 0.7
sense_resistor: 0.110
stealthchop_threshold: 200
[tmc2209 stepper_z1]
uart_pin: PD7
#microsteps: 16
interpolate: True
run_current: 0.9
hold_current: 0.7
sense_resistor: 0.110
stealthchop_threshold: 200
[tmc2209 stepper_z2]
uart_pin: PC14
#microsteps: 16
interpolate: True
run_current: 0.9
hold_current: 0.7
sense_resistor: 0.110
stealthchop_threshold: 200
[tmc2209 stepper_z3]
uart_pin: PC15
#microsteps: 16
interpolate: True
run_current: 0.9
hold_current: 0.7
sense_resistor: 0.110
stealthchop_threshold: 200
##################################################################### # Heater Bed 热床设置
##################################################################### [heater_bed]
#热床加热器控制Pin脚 (BED OUT)
heater_pin: PB4
#热床温度传感器规格及Pin脚(TE3)
sensor_type: NTC 100K MGB18-104F39050L32
sensor_pin: PC3
# 热床PWM最大输出功率
max_power: 1.0
#热床最低温度阀值,热床温度低于此值会出现ADC报错
min_temp: 0
#热床最高温度阀值,热床温度高于此值会出现ADC报错
max_temp: 125
# pid控制参数
control: pid
pid_kp: 58.437
pid_ki: 2.347
pid_kd: 363.769
##################################################################### # Fan 风扇设置
#####################################################################
######################### 喉管散热风扇(FAN0) ########################
[heater_fan hotend_fan]
#喉管散热风扇引脚设置(FAN0)
pin: PB0
#喉管散热风扇最大输出功率(默认:1.0)
max_power: 1.0
kick_start_time: 0.5
heater: extruder
#喉管散热风扇启动阀值
heater_temp: 50.0
## If you are experiencing back flow, you can reduce fan_speed
fan_speed: 1.0
shutdown_speed: 1.0
######################## 打印冷却风扇(FAN1) ######################## [fan]
#模型冷却风扇引脚设置(FAN1)
pin: PB1
kick_start_time: 0.75
#模型散热风扇最大输出功率(默认:1.0)
max_power: 1.0
######################## 电路仓散热风扇(可以并联在喉管风扇接口上)
########################
#[temperature_fan controller_fan]
#pin: PB6
#max_power: 0.7
#shutdown_speed: 0.0
#kick_start_time: 0.500
#sensor_type: NTC 100K MGB18-104F39050L32
#sensor_pin: z:P0.25
#min_temp: 0
#max_temp: 50
#target_temp: 24
#gcode_id: T1
#control: watermark
######################## 打印仓内排气扇(FAN2) ########################
#[temperature_fan exhaust_fan]
#pin: PB2
#max_power: 0.7
#shutdown_speed: 0.0
#kick_start_time: 5.0
#sensor_type: NTC 100K MGB18-104F39050L32
#sensor_pin: PC1
#min_temp: 0
#max_temp: 60
#target_temp: 40
#gcode_id: C
#control: watermark
# 中断超时时间
[idle_timeout]
timeout: 3600
##################################################################### # Probe 4z调平传感器
#####################################################################
######################## Z调平传感器单点探测宏(Z+) ######################## [probe]
#调平传感器引脚设置(X+)
pin: PA3
#传感器对应喷嘴的偏移数值
x_offset: 0
y_offset: 25.0
z_offset: 0
#调平时的速度
speed: 10.0
#采样次数
samples: 3
samples_result: median
sample_retract_dist: 3.0
#采样公差
samples_tolerance: 0.01
#超公差重试次数
samples_tolerance_retries: 3
##################################################################### # Homing and Gantry Adjustment Routines归位与机架调整
#####################################################################
######################## XYZ复位 ########################
[homing_override]
axes: z
set_position_z: 0
gcode:
G90
G0 Z10 F600
G28 X Y
## XY Location of the Z Endstop Switch
## Update X0 and Y0 to your values (such as X157, Y305) after going through ## Z Endstop Pin Location Definition step.
#以下一行XY坐标根据自己的Z限位传感器位置修改保存
G0 X232 Y338 F3600
#以下XYZ坐标机器完成复位后,喷头停留的位置,根据自己的需求可以调整
G28 Z
G0 Z10 F1800
G0 X150 Y150 Z20.05 F3600
######################## Voron2 4Z调平 ########################
[quad_gantry_level]
gantry_corners:
-60,-10
360,370
#4Z调平采集点坐标设置(300机型)
points:
25,25
25,250
275,250
275,25
#4Z调平采集点坐标设置(300机型)
#points:
# 25,25
# 25,300
# 325,300
# 325,25
# 4Z调平的速度
speed: 100
#4Z调平时,Z的起始高度
horizontal_move_z: 10
#采样失败重试次数
retries: 5
#采样公差
retry_tolerance: 0.01
#采样时Z的最大行程
max_adjust: 10
##################################################################### # Displays
#####################################################################
[display]
#接Mini12864显示屏的设置
#显示屏驱动类型
lcd_type: uc1701
# 显示屏片选cs引脚设置
cs_pin: PC11
# 显示屏数据a0引脚设置
a0_pin: PD2
# 显示屏复位rst脚设置
rst_pin: PC10
# 旋转编码器(旋钮开关) 引脚设置
encoder_pins: ^PC6,^PC7
# 旋转编码器(旋钮开关)确认按键的引脚设置
click_pin: ^ !PA8
# 对比度
contrast: 63
# 菜单超时时间
menu_timeout: 30
# SPI总线设置
spi_bus: spi1
[neopixel my_neopixel]
# To control Neopixel RGB in mini12864 display
#显示屏背光灯控制引脚设置
pin: PC12
chain_count: 3
#红色LED灯亮度控制(范围:0-1)
initial_RED: 1.0
#绿色LED灯亮度控制(范围:0-1)
initial_GREEN: 0.0
#蓝色LED灯亮度控制(范围:0-1)
initial_BLUE: 0.0
##################################################################### # Macros Gcode宏
#####################################################################
[gcode_macro G32]
gcode:
BED_MESH_CLEAR
G28
QUAD_GANTRY_LEVEL
G28
G0 X150 Y150 Z20 F6000
[gcode_macro PRINT_START]
# Use PRINT_START for the slicer starting script – please customise for your
slicer of choice
gcode:
G32 ; home all axes
G1 Z20 F3000 ; move nozzle away from bed
[gcode_macro PRINT_END]
# Use PRINT_END for the slicer ending script – please customise for your slicer
of choice
gcode:
M400 ; wait for buffer to clear
G92 E0 ; zero the extruder
G1 E-10.0 F3600 ; retract filament
G91 ; relative positioning
G0 Z1.00 X20.0 Y20.0 F20000 ; move nozzle to remove stringing
TURN_OFF_HEATERS
|
M107 |
; turn off fan |
|
G1 Z2 F3000 |
; move nozzle up 2mm |
|
G90 |
; absolute positioning |
|
G0 X125 Y250 F3600 |
; park nozzle at rear |
BED_MESH_CLEAR
## Thermistor Types
## “EPCOS 100K B57560G104F”
## “ATC Semitec 104GT-2”
## “NTC 100K beta 3950”
## “Honeywell 100K 135-104LAG-J01”
## “NTC 100K MGB18-104F39050L32” (Keenovo Heater Pad)
## “AD595”
## “PT100 INA826”
附录2 SpiderV1.0 & V1.1 Pin Definition
|
Features |
Spider Pin |
STM32 Pin |
Pin No. |
Comment |
|
X- MOTOR(1) |
X-Step |
PE11 |
42 |
|
|
X- DIR |
PE10 |
41 |
||
|
X- EN |
PE9 |
40 |
||
|
X-CS/ PDN |
PE7 |
38 |
||
|
Y- MOTOR(2) |
Y-Step |
PD8 |
55 |
|
|
Y- DIR |
PB12 |
51 |
||
|
Y- EN |
PD9 |
56 |
||
|
Y-CS/ PDN |
PE15 |
46 |
||
|
Z- MOTOR(3) |
Z-Step |
PD14 |
61 |
|
|
Z- DIR |
PD13 |
60 |
||
|
Z- EN |
PD15 |
62 |
||
|
Z-CS/ PDN |
PD10 |
57 |
||
|
E0- MOTOR(4) |
E0-Step |
PD5 |
86 |
|
|
E0- DIR |
PD6 |
87 |
||
|
E0- EN |
PD4 |
85 |
||
|
E0-CS/ PDN |
PD7 |
88 |
||
|
E1- MOTOR(5) |
E1-Step |
PE6 |
5 |
|
|
E1- DIR |
PC13 |
7 |
||
|
E1- EN |
PE5 |
4 |
||
|
E1-CS/ PDN |
PC14 |
8 |
||
|
E2- MOTOR(6) |
E2-Step |
PE2 |
1 |
|
|
E2- DIR |
PE4 |
3 |
||
|
E2- EN |
PE3 |
2 |
||
|
E2-CS/ PDN |
PC15 |
9 |
||
|
E3- MOTOR(7) |
E3-Step |
PD12 |
39 |
|
|
E3- DIR |
PC4 |
33 |
||
|
E3- EN |
PE8 |
59 |
||
|
E3-CS/ PDN |
PA15 |
77 |
||
|
E4- MOTOR(8) |
E4-Step |
PE1 |
34 |
|
|
E4- DIR |
PE0 |
97 |
||
|
E4- EN |
PC5 |
98 |
||
|
E4-CS/ PDN |
PD11 |
58 |
||
|
TMC Driver SPI (SPI4) |
MOSI |
PE14 |
45 |
|
|
MISO |
PE13 |
44 |
||
|
SCK |
PE12 |
43 |
||
|
End-stops |
X- MIN |
PB14 |
53 |
Share with X- DIAG |
|
X- MAX |
PA1 |
24 |
Share with E0- DIAG |
|
|
Y- MIN |
PB13 |
52 |
Share with Y- DIAG |
|
Features |
Spider Pin |
STM32 Pin |
Pin No. |
Comment |
|
Y- MAX |
PA2 |
25 |
Share with E1- DIAG |
|
|
Z- MIN |
PA0 |
23 |
Share with Z- DIAG |
|
|
Z- MAX(Probe) |
PA3 |
26 |
Share with E2- DIAG |
|
|
FAN/ RGB |
FAN0 |
PB0 |
35 |
|
|
FAN1 |
PB1 |
36 |
||
|
FAN2 |
PB2/ BOOT1 |
37 |
||
|
LED- R |
PB6 |
92 |
Can be used for fan3 |
|
|
LED-G |
PB5 |
91 |
Can be used for fan4 |
|
|
LED- B |
PB7 |
93 |
Can be used for fan5 |
|
|
5V- LED(WS2812) |
PD3 |
84 |
Share with flash indicator(Bootloader) |
|
|
Heating |
E0- Heater |
PB15 |
54 |
|
|
E1- Heater |
PC8 |
65 |
||
|
E2- Heater |
PB3 |
89 |
||
|
Heated- Bed |
PB4 |
90 |
||
|
Temperature |
TE0( THERM0 ) |
PC0 |
15 |
A 4.7kOh m 0.1% temperature sensor pull up resistor is used, PT1000 can be connected directly. For PT100, an amplifier board must be used. |
|
TE1( THERM1 ) |
PC1 |
16 |
A 4.7kOh m 0.1% temperature sensor pull up resistor is used, PT1000 can be connected directly. For PT100, an amplifier board must be used. |
|
|
TE2( THERM2 ) |
PC2 |
17 |
A 4.7kOh m 0.1% temperature sensor pull up resistor is used, PT1000 can be connected directly. For PT100, an amplifier board must be used. |
|
|
TB( THERM3 ) |
PC3 |
18 |
A 4.7kOh m 0.1% temperature sensor pull up resistor is used, PT1000 can be connected directly. For PT100, an amplifier board must be used. |
|
|
EXP2 |
LCD_D7 |
PD1/CAN- TX1 |
82 |
Share with CAN- TX1 |
|
Features |
Spider Pin |
STM32 Pin |
Pin No. |
Comment |
|
LCD_D6 |
PD0/CAN- RX1 |
81 |
Share with CAN- RX1 |
|
|
LCD_D5 |
PC12/ MOSI3/TX5/SDA2 |
80 |
||
|
LCD_D4 |
PC10/SCK3/TX3/4 |
78 |
||
|
LCD_EN |
PC11/ MISO3/ RX3/4 |
79 |
||
|
LCD_RS |
PD2/ RX5 |
83 |
||
|
ENC_C |
PA8/SCL3 |
67 |
||
|
BEEP |
PC9/SDA3 |
66 |
||
|
EXP1 |
RESET |
NRST |
14 |
|
|
ENC_A |
PC6/TX6 |
63 |
||
|
ENC_B |
PC7/ RX6 |
64 |
||
|
SD- DET |
PB10/SCL2 |
47 |
||
|
SD- MISO |
PA6/ MISO1 |
31 |
||
|
SD- MOSI |
PA7/ MOSI1 |
32 |
||
|
SCK |
PA5/SCK1 |
30 |
||
|
CS |
PA4/CS1 |
29 |
||
|
EEPROM(4K) I2C Pin-Out |
SCL |
PB8/SCL1 |
95 |
Connect to 24LC32(4K EEPROM) |
|
SDA |
PB9/SDA1 |
96 |
Connect to 24LC32(4K EEPROM) |
|
|
Pi_PWR/UART |
TX |
PA9/TX1 |
68 |
|
|
RX |
PA10/ RX1 |
69 |
||
|
SWD Debug |
PA13/SWDIO |
72 |
only used for debugging now and can be used for other purposes. |
|
|
SWD Debug |
PA14/SWCLK |
76 |
only used for debugging now and can be used for other purposes. |